
熔金石墨模具:从金条到手镯,助力贵金属浇铸与成型
在黄金、白银等贵金属的熔炼与浇铸过程中,模具的性能直接影响到成品的表面质量、尺寸精度以及生产效率。熔金石墨模具凭借其耐高温、导热均匀、不易粘料等特性,成为真空铸锭机及首饰加工环节中常用的配套工具。本文将围绕该产品的核心特点及其在黄金浇铸、手镯制作等实际场景中的应用展开介绍。
一、产品特点:高密度与耐高温
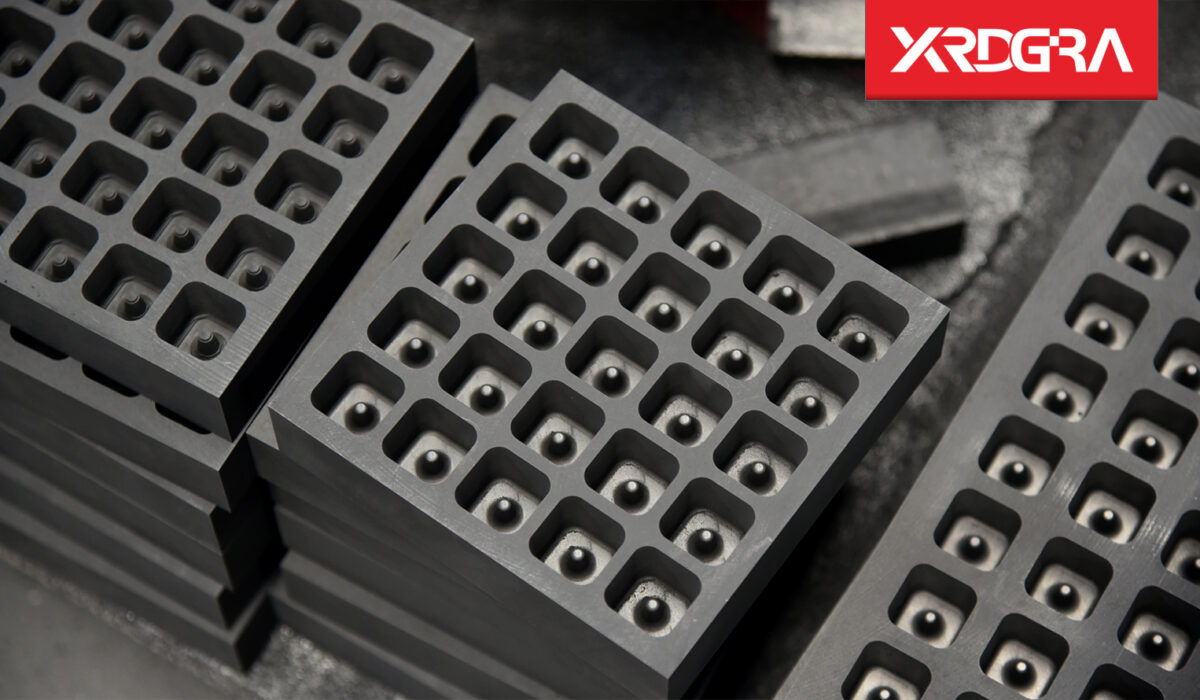
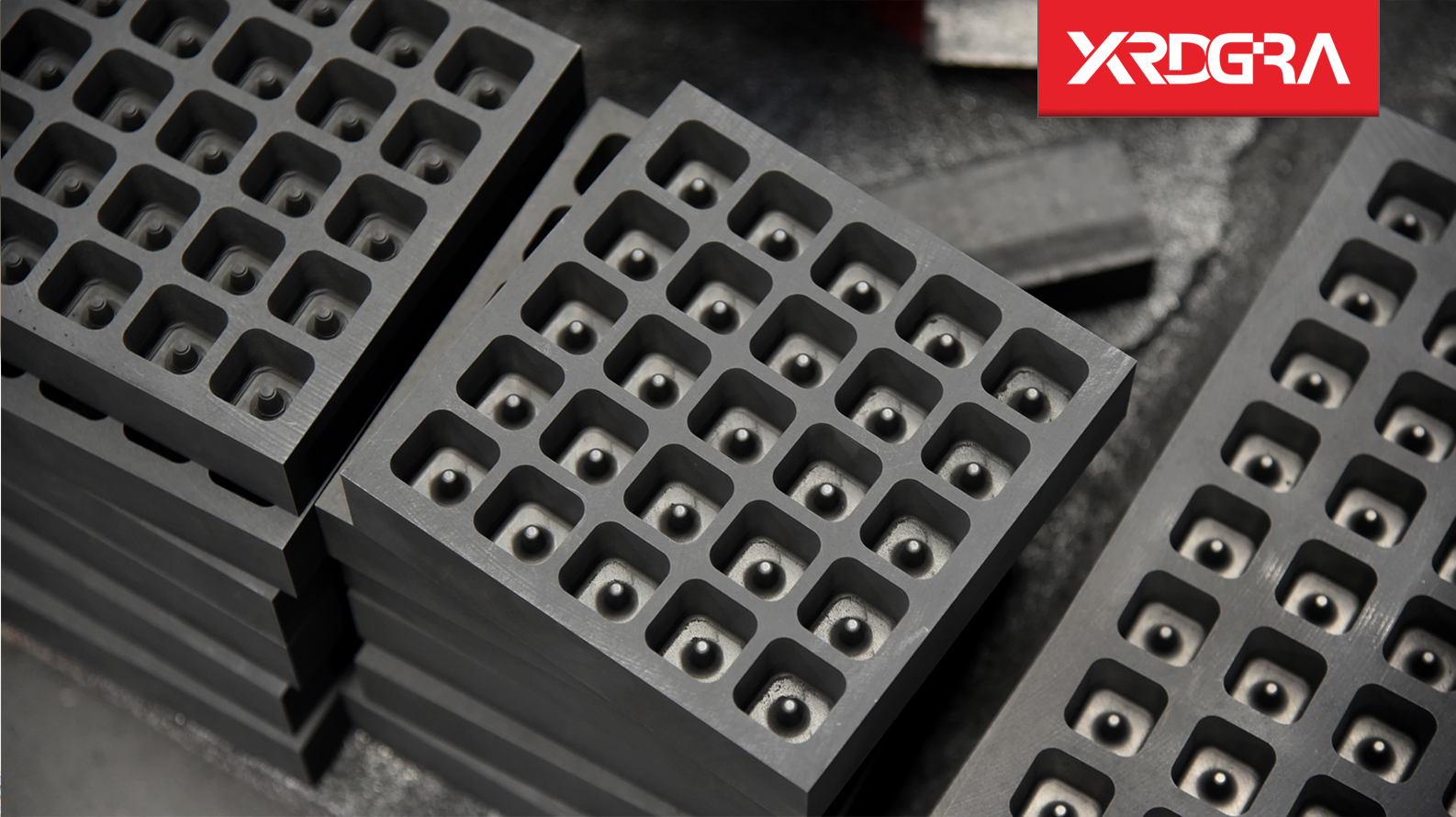
熔金石墨模具选用高纯石墨材料制成,实测密度可达到 1.80 g/cm³ 以上。较高的密度意味着材料组织更致密,表面光洁度更好,有助于减少浇铸过程中金液与模具的过度浸润,从而降低粘模风险。
同时,该模具可长期在 1600℃ 环境下稳定工作,能够满足黄金、白银等贵金属熔点的使用要求。得益于石墨材料优异的导热均匀性,模具在加热后能使熔融金料快速平整成型,减少内部气孔或冷隔缺陷,提升金条的表面光洁度与铸造一致性。
二、核心应用领域:黄金浇铸与首饰成型
1. 真空铸锭机中的金条浇铸
在批量生产金条(业内俗称“小黄鱼”)时,熔金石墨模具常与真空铸锭机配合使用。具体流程中需注意以下几点:
- 预热处理:将石墨模具持续加热约20秒,使其温度与熔融黄金接近。这样可避免高温金液瞬间接触冷模具产生飞溅(俗称“炸金”),同时保证金液流动性。
- 同步加热:碗内的黄金与模具同步加热,待黄金完全熔化后一次性平稳倒入模具型腔,确保金条成型完整、表面平整。
2. 手工锤击成型中的垂直敲击
金条初步凝固后,有时需要通过锤击进一步规整形状。操作中需要留意:锤子的落点应与金条表面保持接近90°的垂直角度。新手常见的问题是落点不垂直,导致金条侧面变形或表面出现锤印。这一环节需要通过适当练习掌握垂直敲击的力度与节奏。
3. 走水焊接与表面光洁处理
锤击成型后,一般会进行“走水焊接”处理。该工序可使金条表面熔融流动,填补细微不平整处,从而获得更光滑的表面。光滑的基面对于后续压条、制镯等环节十分有利,可减少反复修整的时间。
4. 设备压条与手镯制作
根据客户所需的圈口尺寸,将金条通过压片机压制成对应的长度与宽度。不同型号的压辊可加工出不同截面形状的坯料。需要留意的是:
- 适时过火软化:当压制过程中感觉到阻力明显增大时,说明金属出现加工硬化。此时应将金料过火加热至发红变软,再继续压制,避免因硬压导致坯料开裂或模具损伤。
- 经验法则——做小不做大:在测量与压制手镯坯料时,建议预留少量余量。如果尺寸略微偏小,还可通过扩圈调整;一旦压得过大,则难以恢复,容易造成材料浪费。
三、使用注意事项
- 使用前检查模具内壁是否清洁,无残留氧化物或杂质。
- 加热及浇铸过程中请佩戴耐高温防护用具,避免烫伤。
- 模具长期使用后如内壁出现轻微划痕或氧化层,可进行适度打磨修复,不影响整体使用。
- 存放时置于干燥环境,避免石墨材料受潮影响耐热性能。
四、总结
熔金石墨模具在贵金属加工领域扮演着从“液态”到“固态”平稳过渡的关键角色。从真空铸锭机中的金条浇铸,到手镯压制前的锤击、焊接、压条等环节,一套性能稳定的石墨模具可以帮助操作者提高成型效率、改善成品光洁度,并减少因粘模或变形带来的返工。
如果您正在寻找适用于黄金、白银浇铸及首饰成型的石墨模具,欢迎进一步了解我们产品的规格与定制服务。