
浅谈石墨加工方式
前段时间接到客户一个询单,量很大,利润空间也不错,看图纸也不麻烦,就给客户按照普通核算方法核算了价格。
客户确认后准备下单,把图纸发到车间技术确认。得到回复:有一个地方加工不了。赶紧和技术沟通。
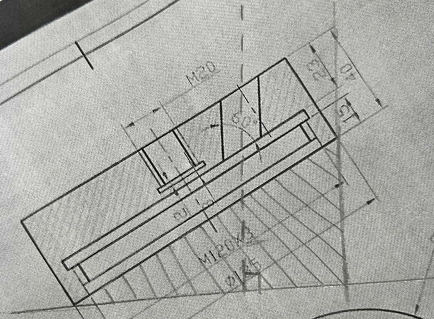
当时图纸如下:
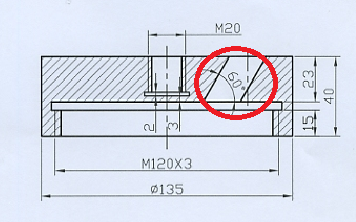

红色标记部分加工中心无法加工,因为加工中心刀具只能垂直90度加工。得到这个消息后,赶紧想办法怎么才能解决这个问题。
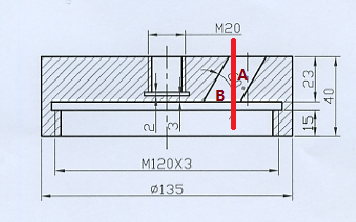
想了一下,只要垂直加工是不是就能完成加工了呢,又仔细看了一下图纸想到一个方法:
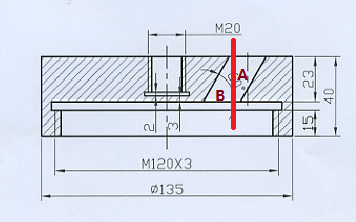
图纸上做了一个辅助线,可以先加工A部分,然后把石墨翻转过来再加工B部分,这样就解决了加工中心不能加工60度角度的问题。
但是这只是理论上的办法,赶紧给车间技术沟通,这个方法是否可行。技术回复:可以是可以,的但是AB两个部分的连接处会有小台阶。我想总比不能加工的好,又问了一下技术这个小台阶会不会很明显,用砂纸打磨一下是不是就可以了,技术考虑了一下觉得还是可行的。心里立马就松了一口气。
晚上回到家之后,又和老公讨论了一下这个加工件的加工方法,我一副快表扬我快表扬我的表情。他问我一下我的量,说量大了做一个工装多方便,不过工装要好好考虑一下怎么装夹,量少了你现在这个办法还是不错的。
后来客户下单一套样品。技术开始制作3D图纸。打电话又说有问题。原来客户图纸做的比例不标准,3D做出来的和他们给的平面图纸有差异。
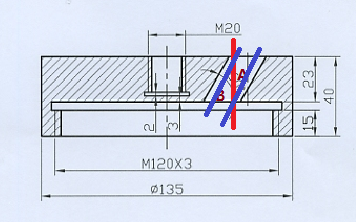
紫色线条是实际图纸尺寸。所以说刚开始讨论的方法不可行。
然后和技术沟通能否做一个工装,技术说你这一件做不了工装。很着急,看了技术再电脑上做的3D图纸想着能不能下料的时候直接下成梯形,或者加工件下边垫上东西,让那个斜孔垂直摆放。
终和车间主任,就实际操作情况确定加工方案:先加工一个30度三角形石墨底作为工装。
终产品如下:

做出来的产品非常漂亮。